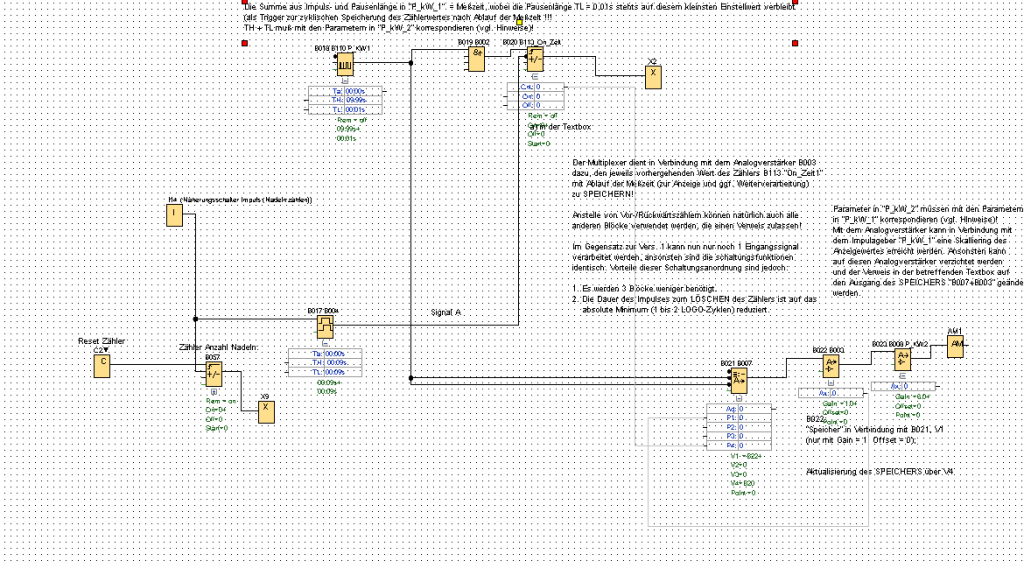
Kleinsteuerung Zelio mit Frequenzumrichter von Schneider Electric & Not Aus Kreislauf.

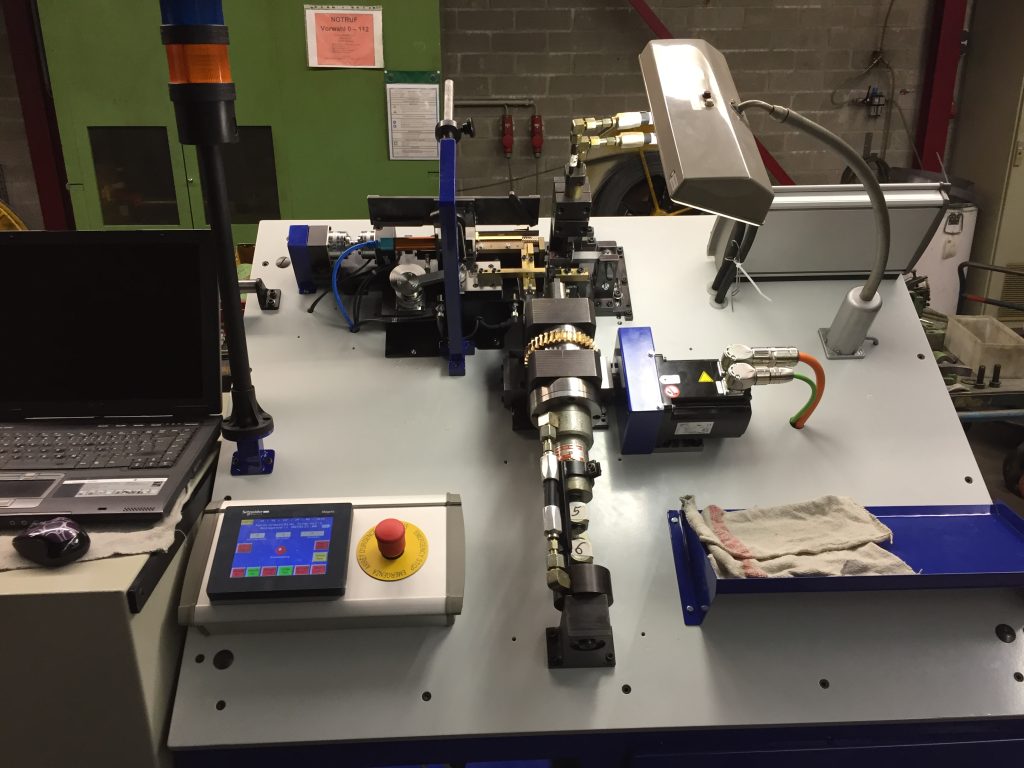
Inbetriebnahme eines bürstenlosen DC- Motors im Tischversuch. (erfolgreiche Anwendung wurde in Bild 1 erläutert)

Vorstellung eines elektronischen Linearantriebes der Fa. Oriental mit der Zielsetzung zur Prüfung zukünftiger Einsatzbereiche

Vorstellung von einem Verkäufer der Firma Oriental eines Bürstenlosen DC- Antriebes im Tischversuch. (erfolgreiche Anwendung wurde in Bild 1 erläutert)
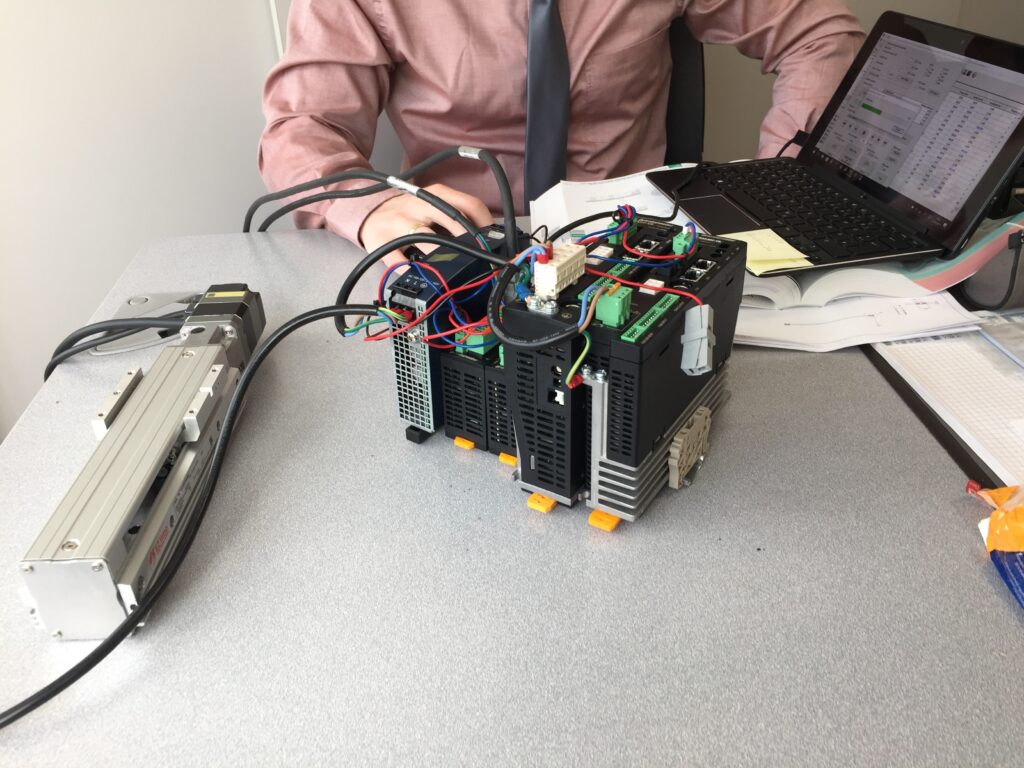

Konfiguration einer M340 Steuerung von Schneider Electric mit 2x64 digitale Eingänge und 4x 16 digitale Ausgänge Die Kombination wurde bei einer der ersten retro fit Fräsmaschinen verwendet.

unmanaged Router hierüber kann der Teilnehmer SPS als auch HMI über die statische IP-Adresse erreicht werden

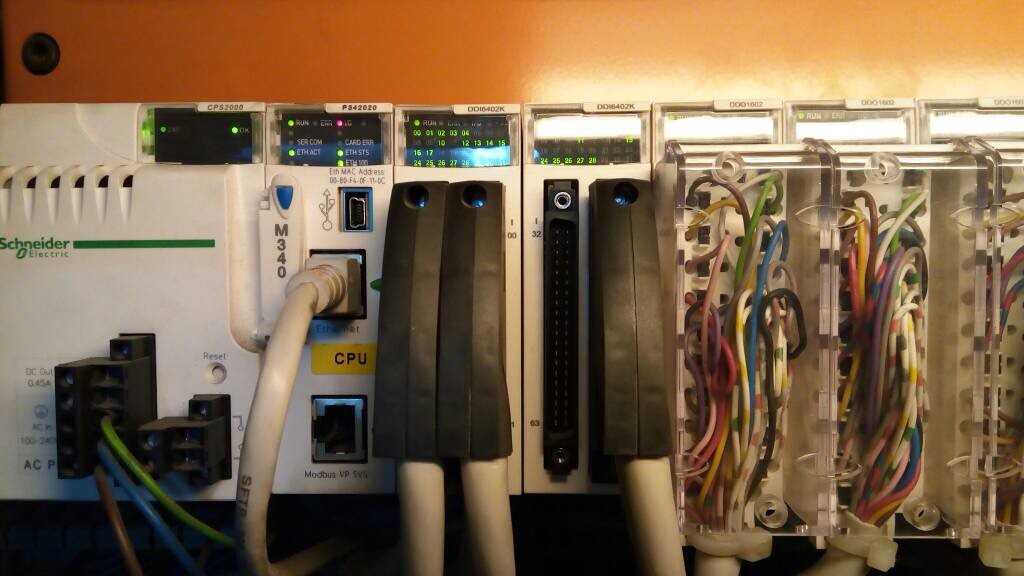
Konfiguration einer M340 von Schneider electric mit diversen digitalen Ein-/ Ausgängen und Analogteil- wurde verwendet in Retro fit Härteofen

Einstellmodus HMI für statische IP Adresse oder über dhcp- Ich hatte mlch damals für die eindeutige Zuordnung einer Maschine über die statische IP Adresse entschieden.

Ausschnitt Frequenzumrichter in der Anwendung Fräsmaschine. Es sind jeweils 2 FU notwendig pro Maschine. In der Regel für 10 Maschinen. Die FU wurden in einem CanOpen- Bus integriert.

Retro fit Toch Panel Fräsmaschine. Vorher waren die Anzeigen und Einstellmöglichkeiten separat verbaut. Dies Bedarf zusätzlichen Aufwand in der Verdrahtung. Mit der Integration des Touch Panels wurde alles inkludiert und somit ist nur noch ein Netzwerkkabel und 24 V -DC notwendig. Durch den modularen Aufbau des Toch-Panels ist eine einfache Wartung möglich. Wenn die Applikation einmal besteht kann, wenn notwendig, über die statische IP- Adresse ein Remote-Zugriff erfolgen.

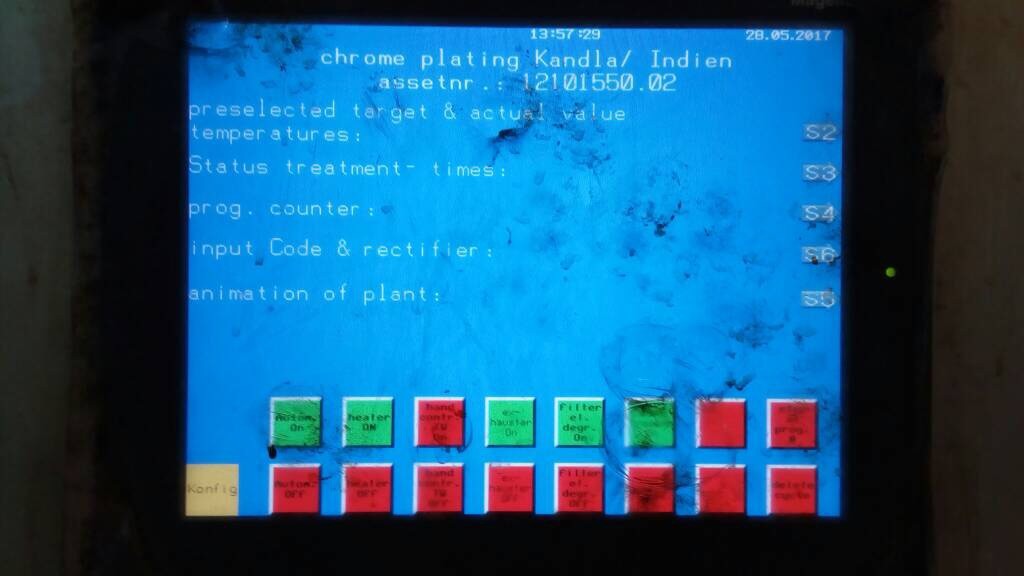
Retro fit SPS M340 und HMI-Applikation für Härteofen. Grundprogramm wurde damals von meinem Mitarbeiter geschrieben. Inbetriebnahme in Indien mit kleinen Modifikationen wie Eltakofunktion für Funktionstasten wurde von mir erfolgreich umgesetzt. Über das HMI werden sämtliche Wichtigen Prozessparameter angezeigt.
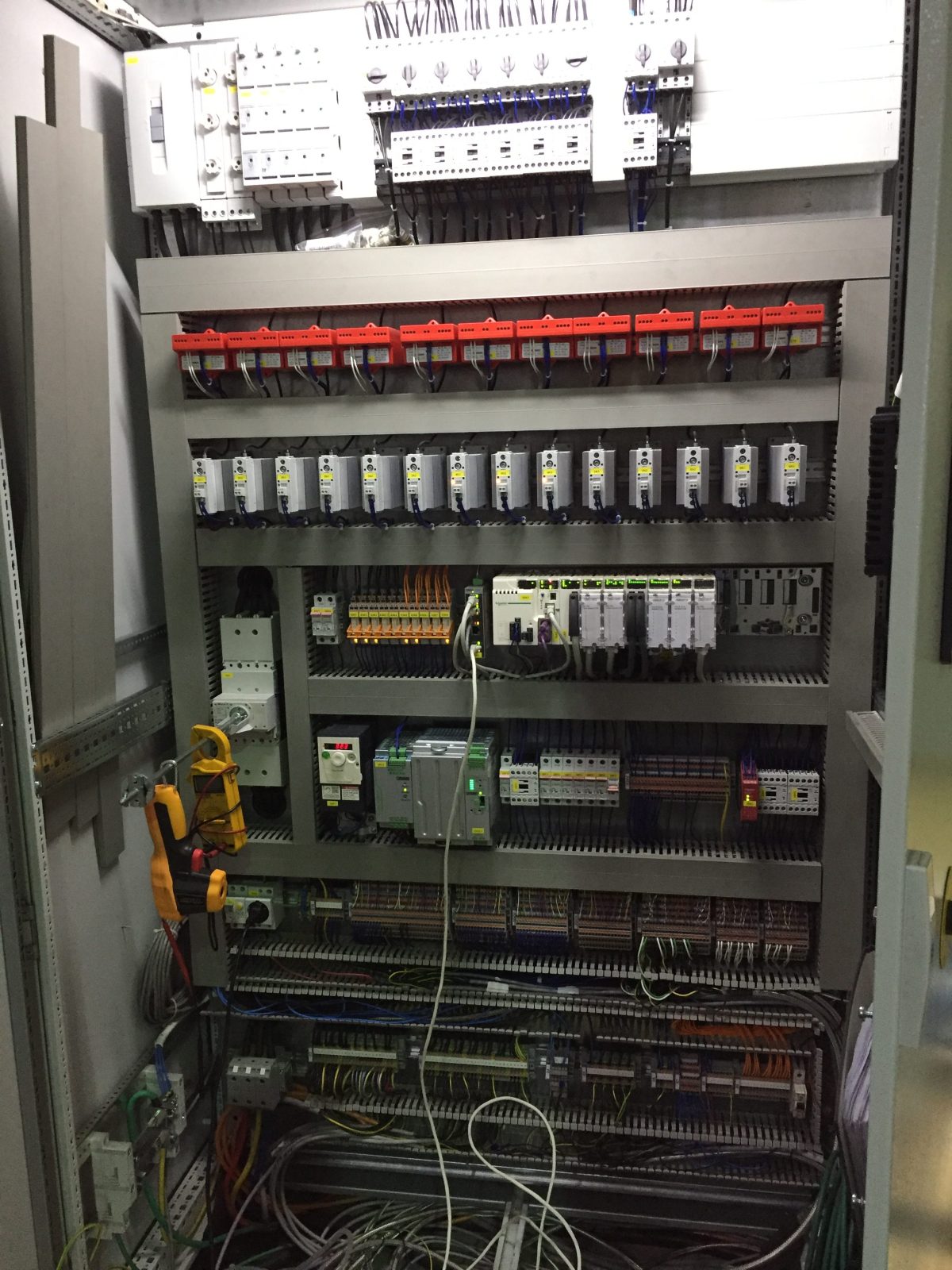
Retro- Fit Härteofen: Das Foto zeigt die Inbetriebnahme. Auf Anraten meines damaligen Mitarbeiters wurden sämtliche Schütze der Heizzonen durch Halbleiterschütze ersetzt, somit ist eine höhere Lebenszeit gewährleistet da dadurch Induktionsspannungen vermieden werden. Des Weiteren wurde ein Frequenzumrichter gesteuerter Motor für die Nadelzuführung verwendet. Dies wurde vorher durch einen Antrieb mit einstellbarem Getriebe gewährleistet. Der FU wurde in Canopen eingebunden